
11 Jul What is Recycled Asphalt & How Does It Help the Environment?
What is Recycled Asphalt?
Recycled asphalt, or reclaimed asphalt pavement (RAP), is reprocessed pavement containing asphalt and aggregates.
The United States Federal Highway Association (FHA) notes these underlying materials are created when asphalt pavements are removed for various activities, including:
- Reconstruction
- Resurfacing
- Gaining access to buried utilities
When properly processed, RAP contains high quality and well-graded materials that produces similar to – if not better than – virgin asphalt.
Interestingly, industry experts estimate that the US produces roughly 45 million tons of RAP every year. As the US relies on recycled asphalt or RAP, how does the industry produce so much?
Simple, and just as the name implies – recycling old asphalt. The Purdue University School of Engineering outlines the main composite sources of RAP:
- Chunks and slabs from full-depth pavement removal
- Plant cleanout
- Reject material or excess returned from jobs
- Excavation
Watch Pavement Recyclers demonstrates the process in action! From raw materials to hot asphalt mix ready to go in just 6 minutes!
How is Reclaimed Asphalt Made?
Milling and full-depth removal remain the two main ways reclaimed asphalt is made.
Generally, contractors need milling equipment for removing asphalt pavement. For reference, milling utilizes a milling machine that removes pavement surfaces. Milling removes up to 2 inches of thickness each pass over the underlying pavement.
Some projects require full-depth removal. As the FHA notes, this process requires multiple steps, including hauling the underlying pavement away from the site.
“Full-depth removal involves ripping and breaking the pavement using a rhino horn on a bulldozer and/or pneumatic pavement breakers. In most instances, the broken material is picked up and loaded into haul trucks by a front-end loader and transported to a central facility for processing.”
How Does Reclaimed Asphalt Compare to New Asphalt?
RAP consists mainly of the underlying constituent materials used in the original pavement. As the FHA notes:
“Since RAP may be obtained from any number of old pavement sources, quality can vary. Excess granular material or soils, or even debris, can sometimes be introduced into old pavement stockpiles. The number of times the pavement has been resurfaced, the amount of patching and/or crack sealing, and the possible presence of prior seal coat applications will all have an influence on RAP composition. Quality control is needed to ensure that the processed RAP will be suitable for the prospective application.”
Interestingly, independent lab studies discovered that typical RAP contains about 4-6% of asphalt content. Why is this number so high? Most RAP used today is old (between 5 and 30 years old) and the overall quality of asphalt content was much greater years ago. Please note that asphalt content quality varies around the country based on supply, base aggregate and climate conditions.
During production of reclaimed asphalt with certain equipment, such as the Bagela Asphalt Recycler, no additional asphalt content or emulsion is required. The Bagela machine remains the only recycler on the market utilizing indirect heat for recycling. As a result, no open flame and no asphalt content burn off, which means 100% of what goes in comes back out, ready to use!
What Are the Main Uses of Recycled Asphalt?
Recycled asphalt replaces the need for virgin (or new) asphalt in any project or roadway. RAP can be used in virtually any mix (pending the mix follows best practices), including the following:
- Base
- Fill
- Shoulders
- Alleys
- Potholes
- Utility cuts
- Any application where cold patch is traditionally used
Image courtesy of Purdue University School of Engineering.
Finally, to help understand exactly how recycled asphalt fits into construction, roadway and other large projects, the FHA produced a summary of use cases.
Asphalt Concrete Aggregate and/or Supplement
Recycled asphalt pavement can be used as an aggregate substitute material. However, the use of RAP in this application acts as an additional asphalt cement binder. As a result, the RAP reduces demand for asphalt cement mixes containing RAP.
Hot Mix Asphalt
Recycled hot mix produced at a central RAP processing facility contains crushers, screening units, conveyors, and stackers. The central processing facility design produces and stockpiles a finished granular RAP product processed to a desired gradation. As a result, hot mix asphalt leverages RAP as an aggregate substitute.
However, hot mix asphalt is also produced on-site (or in-place). During in-place hot mix asphalt recycling, repaving is performed as either a single or multiple pass operation. This process relies on equipment specialized in heating, scarifying, rejuvenating, laydown and compaction.
Cold Mix Asphalt
Recycled cold mix produced at a central RAP processing facility requires similar materials as hot mix asphalt. However, in cold mix asphalt the graded RAP incorporates into paving mixtures as an aggregate substitute.
Conversely, cold mix asphalt produces on-site (or in-place) involves special plants (or processing trains). In this process, the existing pavement surface is milled to a depth up to about 6 inches. Then the milled surface mixes with asphalt emulsion (or foamed asphalt). Finally, the asphalt gets placed and compacted in a single pass over the paving area.
Granular Base (or Sub-Base) Aggregate
Recycled asphalt also works to produce base or sub-base aggregate asphalt. In order to produce this produce, the RAP is crushed, screened, and blended with conventional granular aggregate. Additionally, blending base RAP with suitable materials is necessary to attain the required bearing strength needed for most load-bearing unbound granular applications.
Stabilized Base Aggregate
RAP also works to produce a stabilized base or subbase aggregate asphalt. Like granular base aggregate, RAP as a standalone product requires additional strength to work for load-bearing projects. As a result, the underlying recycled asphalt is also crushed, screened and then blended with stabilization materials. Therefore, when the blended materials is compacted, it gains the necessary strength.
Granular Fill and/or Embankment
Although stockpiled RAP works as a granular fill and/or base for embankment, these projects are not widely used. Interestingly, these types of use cases are not the most common or suitable use of RAP. However, at times, such as when RAP is stockpiled for a length of time, recycled asphalt is used as fill or base embankment.
What Are the Benefits of Recycled Asphalt?
The typical asphalt mix contains 95% aggregate mix and 5% binder. However, according to research produced by Purdue University, the binder accounts for roughly 70% of the overall costs. Furthermore, leveraging recycled asphalt helps reduce significant energy demands, along with overall costs. For example, recycling asphalt means fewer expenses quarrying more aggregate materials. And reducing the quarry need means less energy and costs in production, processing and transporting the aggregate materials. As a result, the leveraging recycled asphalt provides significant cost and environmental benefits.
For example, Pavement Recyclers worked with M. Leeder Construction and analyzed the environmental impact of leveraging the Bagela Asphalt Recycler in one of their projects.
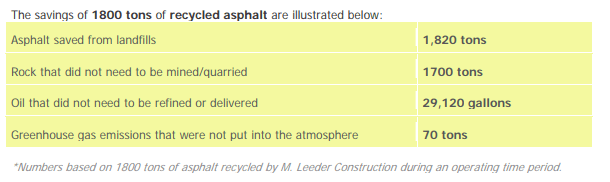
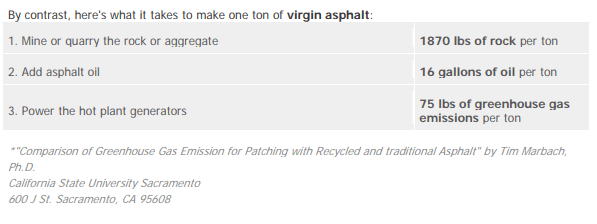
The teams also compared the average expenses measured by new aggregate production and oil required to produce the asphalt. The results speak for themselves.
In addition to the significant environmental benefits, recycled asphalt also provides tremendous cost savings for contractors and local governments. First, recycled asphalt requires a much lower initial cost. This factor remains a major driver for contractors or towns sticking to a budget.
For example, according AsphaltRecycling.com savings range from $30 to $80 a ton by leveraging reclaimed asphalt. Plus, as technology advances, more and more asphalt is capable of turning into RAP.
“Technology has been steadily advancing the percentage of asphalt that can be recycled, which can further reduce any negative environmental impact asphalt production and use might cause. More projects are featuring increased amounts of RAP, meaning there’s less waste, a lower cost, and a higher quality result.”
How Does Recycled Asphalt Help the Environment?
Recycling helps the environment, and recycled asphalt is no different. In fact, not only is ALL asphalt 100% recyclable, but asphalt remains the most recycled material in North America!
Approximately 73 million tons of asphalt is recycled within the continent every year. This is nearly double the combined amount of recycled paper, glass, aluminum and plastics! Plus, every part of asphalt can be recycled. All chunks, millings, leftover plant tailings and small amounts of rock, dirt or sand all combine with the mix for a quality product.
Additionally, new (or virgin) asphalt mixes contain about 10-30% RAP! So, for every new production facility, 70-90% of asphalt milled must go somewhere. That somewhere is typically a landfill. Reclaimed asphalt means this huge amount of old asphalt, which contains oil-covered aggregate, remains in use.
Plus, one of the best features of reclaimed asphalt is its longevity. With a Bagela recycler, the hot mix typically performs as well (if not better) than virgin mix from a local plant!
Recycled asphalt works and remains an important steward in protecting the environment. The FHA fully supports recycled asphalt usage:
“The Federal Highway Administration supports and promotes the use of recycled highway materials in pavement construction in an effort to preserve the natural environment, reduce waste, and provide a cost effective material for constructing highways. In fact, the primary objective is to encourage the use of recycled materials in the construction of highways to the maximum economical and practical extent possible with equal or improved performance. As part of the FHWA recycled materials policy, the FHWA actively promotes asphalt pavement recycling and technology.”
How Does Reclaimed Asphalt Usage Remain Successful?
Demonstrating the current success and positive impact provides a pathway to continued reclaimed asphalt usage. For example, the FHA outlines three primary requirements to showcase the success of recycled asphalt:
- Remain cost effective
- Provide environmental and sustainable impact
- Perform well
In order to demonstrate the effectiveness of reclaimed asphalt, the National Asphalt Paving Association (NAPA) partnered with the FHA with the goal of quantifying the impact of RAP.
“According to the latest survey data, during the 2016 construction season more than 76.9 million tons of RAP and nearly 1.4 million tons of recycled asphalt shingles (RAS) were put to use in new pavements in the United States, saving taxpayers more than $2.1 billion. Also, more than 30 percent of all asphalt pavement mixture produced in the country that year was made using warm-mix asphalt (WMA) technologies.”
As the partnership continues and both NAPA and the FHA encourage additional usage of reclaimed asphalt, they remain focused on a few objectives: continually leveraging recycled asphalt during the construction of highway projects and promoting RAP, as the utilization of RAP can have the greatest economical, environmental, and engineering impact in pavement recycling.
At Pavement Recyclers, we engage in the mission to promote recycled asphalt. Our team works within the industry and with governments as we stand behind the performance of the Bagela Asphalt Recycler.
Why rely on the Bagela Asphalt Recycler?
Simple: This machine works. There are over 2,000 in operation worldwide – more than every other “recycler” combined! The Bagela Asphalt Recycler delivers with its proven design and results. The overall design of Bagela recycler is quite simple– exclusive indirect, convection heating, continuous flow or batch-style operation, minimal electronics and wear items. Plus, the Bagela recycler offers a portable, self-contained product. Additionally, Bagela recyclers feature no time-consuming setup or shutdown procedures. Even in the coldest climates, recycled hot mix is ready in less than 20 minutes from initial start-up!
Bagela Asphalt Recyclers are also backed by a dealership network that spans North America. Product demonstrations, sales, parts and service are just a phone call away.
Interested in learning more? Contact Pavement Recyclers today!
Sorry, the comment form is closed at this time.